
Combining Lean tools and the Six Sigma methodology has become popular. However, most of these efforts remain focused on manufacturing operations. The experience of a European life insurance provider highlights the lessons learned from transferring Lean from the shop floor to the office, as well as providing a deployment model that integrates Lean, Six Sigma and process management.
A First Attempt at Integrating Lean and Six Sigma
A leading life insurance company decided to implement a comprehensive process excellence program, using Lean and Six Sigma to achieve substantial cost savings. With aggressive cost reduction goals, the Lean aspect of the program was considered the more critical to demonstrate credibility. As the first Six Sigma project can take between six and nine months to complete, Lean efforts (through one-week bursts of activity called Kaizen) often take only weeks to deliver substantial improvements.
Having conducted some initial analysis, the team in charge of the overall effort decided to conduct a Lean pilot project to test the assumption of early wins. Using an experienced instructor who had used Lean extensively in manufacturing settings, a group of candidates was pulled together for one week of Lean training using traditional training modules.
While the training was well received, the Kaizen workshop revealed a number of issues:
- Many of the tools could not be applied.
- Changes could not be implemented within five days.
- Ideas generated by the team had to be vetted by the managers in charge of the process.
- Estimates of the potential cost savings were too high, causing management to lose interest.
- To achieve the targeted savings, the scope would have to be increased from a single process to the entire value stream.
- The Lean pilot area was not strategic and not aligned with the Six Sigma project selection effort.
Refining the Approach
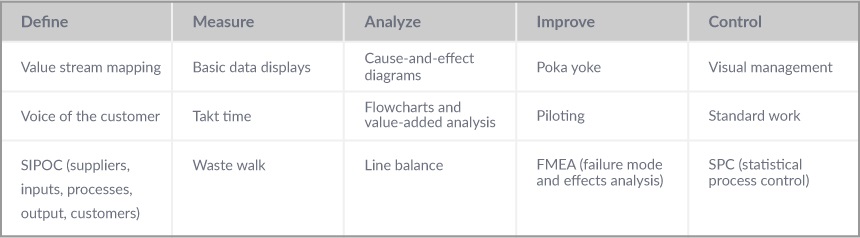
The lessons of the early pilot program helped to refine the approach to deploying Lean in the office. The first intuitive step was to eliminate tools that could not be applied from the training program. Even more significant, a process management framework was added to the program as the organizing framework to identify potential projects and to sustain the improvements achieved. Finally, the Lean curriculum was integrated into the DMAIC (Define, Measure, Analyze, Improve, Control) framework to emphasize the message that the company was using a common problem-solving approach, with Lean tools focused on reducing cycle time and Six Sigma tools aimed at reducing defects.
- First Kaizen Workshop: A two-day workshop was used to define the problem, collect data, analyze the issues and generate ideas on how to tackle these issues.
- Validation: The initial workshop was followed by a two-week period during which the Lean specialist with the team validated the assumptions behind its ideas, collected additional data and ensured buy-in from the management team.
- Second Kaizen Workshop: During a three-day period, the team reviewed the additional data, developed an implementation plan and completed the new process design.
1. Quality of the Inputs Is Critical: While quality of the inputs is obviously a concern in manufacturing processes, in service businesses the importance of getting customers to provide correct and complete information is crucial. In a manufacturing environment, one can typically assume near defect-free inputs. For a service business where the customer is the supplier, substantial error rates are typical. In one case, only a third of all incoming applications were accurate and complete. This results not only in substantial rework but also causes enormous delays and increases the number of items in the workflow, which in turn results in backlogs, expediting and numerous other wastes.
Linking a Lean effort to streamline the process flow with a Six Sigma effort to improve input quality can be very powerful. Even without trying to improve the quality of the inputs, simply by separating those items that are ready for processing from those that require investigations and rework early on, significant results can be obtained: Incomplete applications no longer clutter the downstream processes.
2. The First Process Step Is the Pacemaker: One of the fundamental ideas of Lean is the concept of Takt. Takt time is the rate of customer demand, and in a manufacturing environment this concept is typically used to smooth production. Manufacturers have significant control over their inputs and can instruct suppliers as to when to ship how many parts. In services, this concept is more difficult to apply, since in most cases the customer also is the supplier and the company has little or no control over the volume and sequence of inputs. With uncertain demand and a steady capacity, this often results in significant wait times for customers. Applying the Lean principles to a service process requires either stabilizing the flow of inputs or creating flexible capacity. Either way, where a Lean implementation typically starts with the process closest to the customer, for service businesses it typically means starting with the processes closest to the supplier.
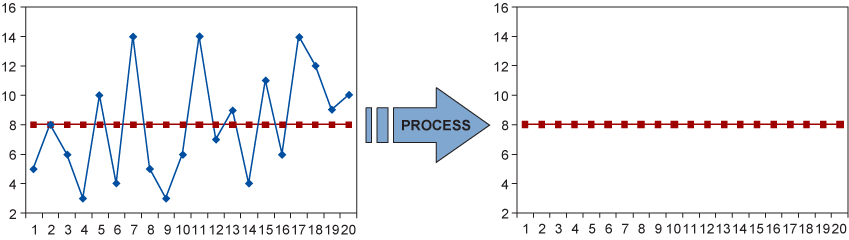
Streamlining the work flow of all subsequent processes and stabilizing the process requires the first process to act as the pacemaker and to release new work in fixed quantities. For example, by releasing 60 applications an hour every subsequent operation now has a predictable volume to work with at any given point in time.
3. Cross-Train and Establish Teams: Few service businesses have a rigorous training program for the rank and file. In industries such as banking and insurance, few employees are able to handle a variety of tasks. Learning happens mostly on the job, and the turnover rate makes training a poor investment. Typically, jobs in a service business are defined rather narrowly to allow rapid training and easy replacement. As a result, flexibility suffers: employees cannot easily shift from one job to the next. That creates complex staffing problems and makes it extremely difficult to adjust to changes in the mix of business.
4. Design for Flexibility Is Key: Service businesses do not have the luxury of finished goods inventories as a buffer for the inherent variability of demand. And although they can stockpile work in process (backlog) and use it as a buffer to keep everybody busy, this inventory is extremely expensive:
- Customer satisfaction suffers due to long response times
- Customer contact centers receive multiple inquiries from customers who want to know when their application will be processed
- Systems are needlessly complex as they must be designed to hold and store backlogs
- Management systems are needed to track the status of individual tasks
Overall, local efficiency soars while global effectiveness suffers. An effective Lean deployment needs to consider the entire process from beginning to end.
5. Dependency on IT: Lean earned its reputation for speedy results on the shop floor, where it was possible to have Lean teams rearrange machines to achieve flow and limit inventory to a minimum. Kaizen events are designed to generate enthusiasm and momentum by encouraging teams to make changes as they go through the event, keeping a daily scorecard that tracks progress towards goals such as cycle times, inventories, etc. Using the same techniques in a modern service business, where workflows are driven by IT systems and the majority of work happens in the system can lead to disappointments: improvements take longer to implement, because they require changes in the wiring of the workflow. In these situations, a standard Lean approach will simply not yield the desired results.
Teams must have access to IT resources to ensure that necessary system changes do not end up in the long list of IT backlog but can be addressed outside the normal process.
Conclusion: Integrate into Process Management Framework
While application of the Lean tools and concepts can have a significant positive impact on service businesses, the tools need to be adjusted to reflect the differences that exist between manufacturing and services. Even more important, the effort should be integrated into a process management framework to ensure that the Lean projects tackle the key issues.
Article courtesy of Rath & Strong management consultants.