
© Oakland Images/Shutterstock.com
Key Points
- Lower specification limits are the lowest possible measurement that still reaches customer expectations.
- LSL is different from LCL as it doesn’t rely on standard deviations.
- Paying attention to this measurement is a means of keeping track of how your production is faring.
Pouring over the latest control data, you take a look over the mean and control limits, verifying that the system is in control. The data shows where it went out of control, you made system changes, and now it appears to be back in control. Unfortunately, just because the system is in control does not mean it’s satisfying customer requirements.
How do you know when a value is good enough for the customer? Specification limits? What is the lower specification limit, anyway?
Overview: What Is an LSL?
The lower specification limit, or LSL, represents the lowest limit that a measurement or reading can reach and still be acceptable to the customer.
To understand why we need specification limits, it helps to understand control limits. A control limit represents the expectations of a process for a sample to be outside a given percentage range expectation. If we use a 95% range expectation, or +/- two standard deviations, it can help demonstrate the expectation of reading being within a range with 95% certainty.
Specification limits are different from control limits, as they are not calculated using means and standard deviations, but are instead values determined by the designers via the customer to be within acceptable quality boundaries.
They are what is acceptable to the customer. If the specifications, either upper or lower, are inside of the control limits boundaries, then the process is considered not capable, as the process could be operating within acceptable variation parameters and still deliver a product that is not within specification.
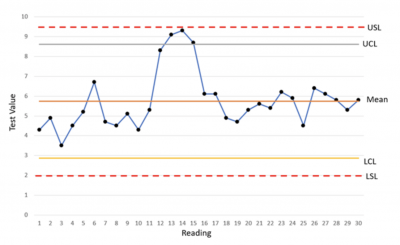
Let’s look at the example below. The X-bar R chart shows the data over some time, the mean, specification limits, and control limits (set at 95%, or +/- 2-sigma). It shows when the process went out of control (during readings 12-15). When the process was out of control, it ran the risk of being out of specification, though, in this example, it did not pass the upper or lower specification limit ranges, meaning the process was within acceptable parameters for the customer.
Why It Matters
So, why is the LSL important to pay attention to? Lower specification limits help control processes while making sure you’re still reaching customer expectations. While you’re likely going to spend a fair amount of time looking over control charts, making sure your deliverables are meeting customer demands should be at the top of your concerns.
Benefits of Using the LSL

Seeing Where It Compares Against the LCL
If the lower control limit is higher than the lower specification limit, then the process can be considered capable, assuming that the inverse is said regarding the upper control and upper specification limits.
If not, the process is considered not capable of reliably providing a product that will meet customer requirements.
Easy Spotlight for Process Concerns
Spotting readings that pass or come uncomfortably close to the lower specification limits is an easy-to-spot red flag for process concerns. Monitor the process and investigate whenever a reading is lower than the lower specification limit. There may be special circumstances that cause the lower specification limit to be breached, or there may be common causes in play with an out-of-control process.
Yield Improvements Through Comparing LSL and USL
Take some time and compare where the upper and lower specification limits compare with the mean. If you see a shift, where one specification limit is much closer to the mean, and one is much farther away, you may have an opportunity to adjust the process that helps raise or drop the mean to a value that is closer to the halfway point between upper and lower specification limits.
LSL Best Practices

- Verify with the customer that the correct specification level is set. Sometimes it can be expensive and time-consuming to meet the lower specification level, and you might find out that the level was set arbitrarily. You might find out that the customer does not mind having an even smaller LSL.
- Automate the data collection process as much as possible when collecting data to review. This type of data can be manpower intensive to collect, yet often there is a technological solution that collects the data for far less time and money.
- Be sure to not only regularly measure processes for specification limit data, but to review that data regularly. Many companies collect this type of information but wait too long between data reviews, resulting in time lost and money spent.
Other Useful Tools and Concepts
Looking for some extra help to supercharge your production? Understanding operational definitions can be a great way to open lines of communication with your team and customers alike. You don’t want to miss this crucial tool for streamlining the way you work.
Additionally, understanding how yield works in the context of Six Sigma can be daunting at first glance. But, with our guide in hand, you’ll have everything you need to follow along regardless of how far along you are down the certification path.
Conclusion
Lower specification limit, or LSL, represents the lowest limit that a measurement or reading can reach and still be acceptable to the customer. It’s important to compare with the lower control limit to determine if the system is capable of meeting customer expectations over time. Reviewing regularly will help maintain quality levels, identify future process improvements, and confirm that customer requirements are met.