
Many organizations attempt to improve their processes. The first instinct for many new quality personnel is to attempt 100 percent inspection. A more experienced approach to quality control is to control your inputs to eliminate defects. Consider the following scenario for an organization that had a limited capital budget but needed to ensure its product was safely delivered in its own packaging. The organization used poka-yoke (or mistake proofing) and realistic tolerancing to control its process improvements regarding seal strength.
The Seal Strength Situation
This company was focused on reducing the percentage of poorly sealed product. They knew the relationship between the output – the force to break a seal, referred to as “seal strength” – and three inputs – time, pressure, and temperature. Other inputs affecting seal strength are polymer thickness and seal bar variability. In addition, all processes have noise variables which can impact performance.
The company had previously addressed the input variable of time. They instituted a way to confirm that the length of sealing time – the time when pressure is applied while hot air is blown onto the surfaces – is maintained within a narrow range. Contact sensors were inexpensively installed along with a timer. If the time requirements are not met, then the package is rejected using the same mechanism already in place for low package weight controls.
Applying Poke-yoke to the Sealing Process
A simple designed experiment showed that to achieve satisfactory sealing results, there was a tight range of acceptable values for the pressure used to clamp the materials. Past standard operating procedures had incorrectly documented this range, so team members were retrained to seek the desired results. The maintenance staff added visual controls indicating the proper pressure settings, and the correct hydraulic pressure settings were programmed to shut down the sealing process if they went outside of the desired range of hydraulic pressure. This is an example of a poka-yoke, which was a new control technique for the company: When a critical input – in this case, the hydraulic pressure – is outside of an acceptable range, defects are prevented from being passed along in the process by shutting down the sealing process.
The designed experiment also revealed that the temperature of the air forced across the materials being sealed had the largest influence on seal integrity. Unfortunately, the supply of heated air varied significantly because of the source and seasonal and daily ambient temperature swings. The team did not have much capital left to address the widely varying temperature. Although the instrumentation engineer wanted to invest in a more advanced control scheme, the lack of funding led him to propose a simpler idea. He suggested that the team use a poka-yoke approach here, too, similar to that used for sealing pressure. If the heated air temperature was too high or too low, the sealing process would stop and the partially sealed package would be rejected. What was needed then was the acceptable range of air temperatures.
Applying Realistic Tolerancing
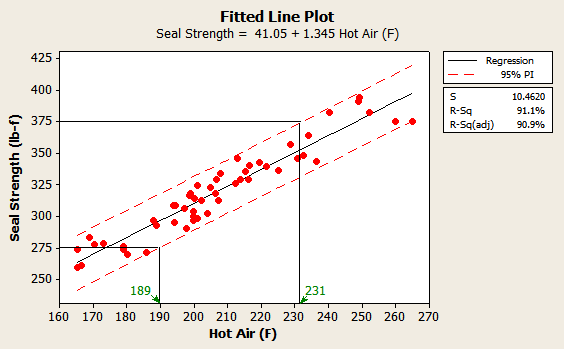
To determine that range, the team applied the technique of realistic tolerancing – a way of controlling process that uses regression analysis as part of its analysis. If the specifications of Y are known, where to find the X can be found, in addition to regression analysis. After implementing the new pressure controls, the team gathered process data on sealing strength and the temperature of the hot air delivered to the packaging material. A regression analysis was done with 95 percent prediction bands. (Note: Prediction bands are typically set at 95 percent, but they can be made at 99 percent depending on the comfort level for the business. If the regression is good with a high R2, then 99 percent is more appropriate. Prediction bands are where the Xs of the data are contained – 99 percent prediction bands are wider, causing the range of the Xs allowed to narrow.)
Realistic tolerancing uses these prediction bands and seal strength specifications to determine the range of air temperature allowed for successful seals. The fitted line plot shown in Figure 1 shows that to achieve the optimized seal strength levels, specified as between 275 lb-f (pound force) and 375 lb-f, the temperature should be maintained between 189 degrees Fahrenheit and 231 degrees Fahrenheit.
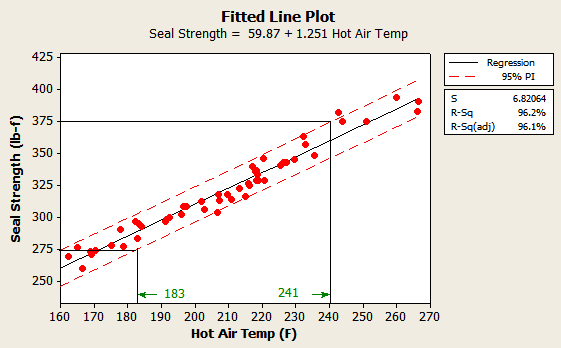
If more noise could be eliminated from the process, as represented by less variation around the best fit line, the acceptable range of temperature widens as shown in Figure 2. This noise includes the imprecision of the measuring procedure/device of seal strength (which is why Six Sigma promotes the need to confirm proper precision of critical measures). Although not part of this example, consider the hypothetical situation shown in Figure 2. With less noise in the process, the acceptable range of hot air temperatures widens from 183 degrees Fahrenheit to 241 degrees Fahrenheit.
A team member suggested using 99 percent prediction bands that narrowed the acceptable temperature ranges to only allow 187 degrees Fahrenheit to 237 degrees Fahrenheit (Figure 3). This allows for fewer defects in the process because more of the process results are accounted for. Another (more advanced) technique that may be used here is guard banding, where limits for the input are narrowed by narrowing the width of the output’s specifications by as much as 1.5 sigma on each side. Figure 3 shows the same regression and tolerance analysis as Figure 2, but with lower variation and the use of 99 percent prediction bands.
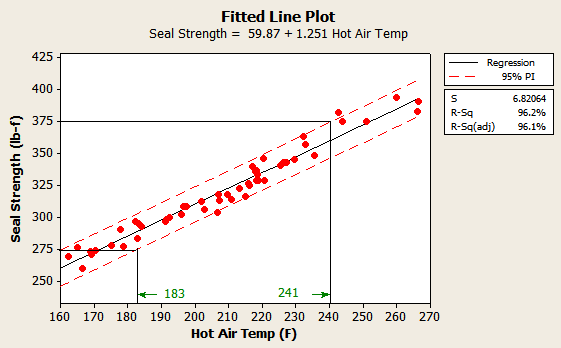
The company was satisfied with these results; customer complaints for unsealed product were eliminated! They used realistic tolerancing with 99 percent prediction bands and achieved success with the reduced variation (see Figure 3).The company began to encourage its continuous improvement teams to use poka-yoke and realistic tolerancing to not only sustain these gains, but also to find new areas in which their processes could be mistake-proofed. Keep in mind that realistic tolerances are most powerful when just a few inputs affect critical process results.
Maintaining the Gains
Once a process has been improved, controls must be put in place. Many techniques can be used to sustain the gains; poka-yoke and realistic tolerancing can be used separately or together to prevent defects in the process. Consider these control techniques along with others such as statistical process control. Any controls put in place should be documented, which allows for easy confirmation of how improved results were achieved in the past.