
The capability of a process, statistically speaking, is the ability of that process – based on historical performance – to achieve measurable results that satisfy established specifications and statistical limits. In a nutshell, process capability indicates how well a process is able to perform its specified purpose.
Why is process capability important? When the capability of a process is understood and documented, it can be used for measuring continual improvement using trends over time, prioritizing the order of process improvements to be made, and determining whether or not a process is capable of meeting customer requirements. Capability analysis is considered part of the Black Belt Body of Knowledge.
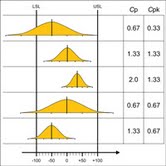
In order to analyze capability, look to a graphical or statistical tool that visually or mathematically compares actual process performance to performance standards. The two indices for measuring capability are Cp and Cpk.
- Cp: a measure of the ability of a process to produce consistent results and meet specifications – the ratio between the permissible spread and the actual spread of a process
![]()
- Cpk: a variation of Cp which takes off-centeredness into account
![]()
Keep in mind that the formulas to calculate process capability assume the process is stable and the data is normally distributed. To learn more about capability analysis and related topics, refer to the following articles and discussions on iSixSigma.com:
- Cp, Cpk, Pp and Ppk: Know How and When to Use Them
- Capability and Performance
- Capability Analysis: Transform or Not?
- Getting the Most Out of a Capability Analysis
- How to Explain and Understand Process Capability
- Process Capability (Cp, Cpk) and Process Performance (Pp, Ppk) – What Is the Difference?
Additional resources are available for purchase on the iSixSigma Marketplace:
To read more capability analysis articles, click here.