
Heijunka (hi-JUNE-kuh) is a lean manufacturing approach used to reduce the unevenness of a production process. This article will define what and how Heijunka can be used to level out your manufacturing processes. We will discuss the benefits and best practices for utilizing this powerful tool.
Overview: What is Heijunka?
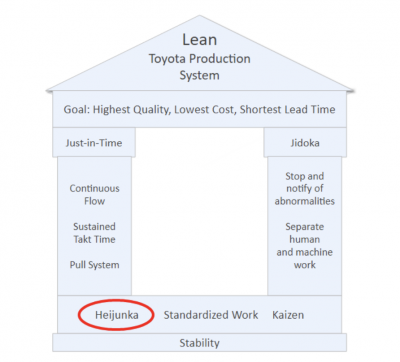
Heijunka is a lean manufacturing technique for reducing unevenness in a production cycle. The word itself means leveling in Japanese. It was first used by the Toyota Production System (TPS) to develop production efficiency. It forms the foundation of TPS along with the concepts of standard work and Kaizen.
The purpose of Heijunka is to meet customer demand through smaller batches, standardized work, and single-minute exchange of dies (SMED). The graphic below shows where Heijunka fits into the TPS model.
It is difficult for an organization to keep a balanced flow of production if the fluctuation of customer demand is wide. By implementing Heijunka, you can stop or reduce the need to produce in large batches and start processing orders according to customer demand. This will allow you to reduce your inventory costs and reduce waste (muda).
The concept of Heijunka is linked to the concepts of takt time and takt rate. No manufacturing system can be stable if there are uneven levels of production.
Here are a few reasons for unevenness and imbalance in production:
- Variation in the amount of time to perform a task
- Variation of product activities, tasks, and the times to complete them
- Variation of people and equipment needed to set up and run them
- Variation of the placing of customer orders
- Possible material shortages
Heijunka accomplishes production leveling by the use of two different strategies: leveling by volume or leveling by product. Let’s explore each.
- Leveling by volume: Heijunka levels your process by basing production on the average volume of the orders received. For example, if your company received, on average, 1,000 orders each week, leveling production by volume will level the daily production. Let’s assume you receive 400 orders on Monday, 200 on Tuesday, 100 on Wednesday, 100 on Thursday, and 200 on Friday. Using Heijunka to level your process would require you to produce a batch of 200 products every day to meet the average weekly customer demand.
- Leveling by product: Unless your company only produces one type of product, you probably won’t be making the same exact product every day. Let’s assume you’re a manufacturer of custom t-shirts. Each week, the number and color of t-shirt orders changes. Below is a picture showing last week’s orders. The customer ordered 5 orange, 3 red, 2 gray, and 2 blue. In an attempt to minimize changeover time, the typical manufacturer might produce the shirts in the sequence below.

But, orders can change and demand can increase or decrease. What if a customer decides he wants to change the color? What if demand for one color drops but increases for another? These sudden changes and lack of flexibility of the production process could result in an unbalanced and uneven flow.
Using a Heijunka approach might look like this while making sure changeover times are fast and efficient and the more popular shirts are in a buffer inventory. The challenge is to balance changeovers, batch size, and inventory.

Heijunka is designed to offset some of the problems associated with running large batches. Manufacturers like to run large batches to minimize changeovers. But, some of the problems of doing that are:
- Reduced flexibility: Producing in batches might cost you the chance to fulfill a customer’s order because you are in the middle of a run for a different product.
- Cost of inventory: Sales people want to see lots of inventory to meet any customer demand. Finance wants to minimize inventory because of the capital that is tied up and won’t be released until something sells. Manufacturing wants to run large batches to reduce the time the equipment is down.
- Maintenance: Constantly producing large batches increases the chance of breakdowns and waste.
The Heijunka Box
A Heijunka Box is used to visualize what needs to be produced and when to meet your average customer demand.
Simply put, it is a system that visualizes each product’s orders according to the average demand. It creates a production sequence and schedule for leveling the production flow.
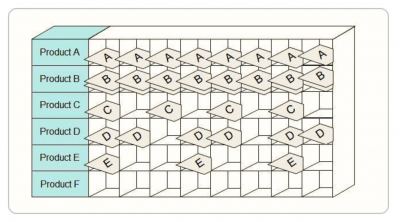
The grid pattern of the box is broken down by the type of product and the amount that needs to be produced on each day of the week. The horizontal rows represent each product your customer has ordered. The vertical columns represent each day of the week. Each box contains the scheduled items you need to complete to meet your customers’ demand.
3 benefits of Heijunka
A leveled, balanced production process will have a number of benefits. Here are a few.
1. Allows for small or no batching of work
While there is some logic for running large batches, the loss of flexibility and increased inventory usually offsets the reduction in setups and changeovers.
2. Greater flexibility
Using Heijunka to schedule and sequence your work will allow you to run smaller batches, allowing for increased flexibility when the customer suddenly changes their order.
3. Pull system
Heijunka links production to actual customer demand. This results in a pull system that minimizes work in process (WIP) and lower finished inventory.
Why is Heijunka important to understand?
As one of the foundational elements of TPS, Heijunka will help stabilize and level your production cycle.
Use of takt time to drive your process
Knowing the customer demand and available work time, you can calculate your takt time to determine the optimal pace or interval needed for your production schedule to meet customer demand.
Appropriate scheduling technique to use
You can apply Heijunka to level production based on volume of customer demand or type of product being ordered.
Importance of changeover time
Heijunka is based upon the concept of minimal or no batching. To accomplish this, your changeover time must be efficient and quick, giving you the ability to be very flexible and responsive to changes in customer demand.
An industry example of Heijunka
Charlie was the old-school plant manager at Krazy Cola. Throughout his career, Charlie believed that running large batches of product was the most efficient way to run the equipment. His current changeover time between products averaged about 30 minutes and consisted of cleaning the plastic tubes and dispensing units as well as setting up the equipment for different bottle sizes, labels, caps, and fill rate.
Unfortunately, Charlie was getting feedback that manufacturing was not able to respond to customer changes in a timely fashion, and customers were complaining and moving to other sources. Jackie, the lean manufacturing expert for the company, suggested that Charlie consider focusing on improving his changeover times. Once they were down to five minutes, Jackie helped Charlie create a Heijunka Box to run smaller batches with more frequent changeovers.
This improved Charlie’s flexibility to fluctuating customer demand and changing orders, resulting in faster response times to customer requests. This helped bring back the customers who had gone elsewhere.
3 best practices when thinking about Heijunka
Getting organizational leadership to buy into the concept of Heijunka can be difficult. Most managers love their infrequent changeovers and high inventory levels. Getting them to look at things differently will be your challenge.
1. Focus on changeovers and setups
You must have quick and easy changeovers. Use engineering and process changes to make equipment changeovers as lean, fast, and simple as you can.
2. Try to manage widely fluctuating customer demand
Your sales organization should work with your customers to try and level out their demand and ordering pattern to improve predictability of demand.
3. Link your demand to your production schedule
The Heijunka schedule is driven by your takt time or takt rate. Use a pull system for your production cycle rather than a push system.
Frequently Asked Questions (FAQ) about Heijunka
1. What is Heijunka?
Heijunka is a technique used in the Toyota Production System to level the production cycle by linking production with customer demand.
2. What is a Heijunka Box?
A Heijunka Box is a visual scheduling tool used to show the items needed to be completed to meet your average customer demand. It is a system that visualizes each product’s orders, and according to the average demand and calculated takt time, levels a production sequence for balance and stability.
3. What are the two Heijunka leveling strategies?
You can level by volume of customer demand or by type of product.
Summary of Heijunka
Implement Heijunka by applying the following concepts.
- Takt time is the time it takes to make a product to meet customer demand.
- Volume leveling is when you produce based on the long-term average customer demand.
- Type leveling is used when you need to produce a number of different products for the customer.
- Heijunka Box is a way to visualize type leveling and your production schedule.
- Changeover time is considered the foundation of Heijunka. Your goal is to shorten changeover time.
- Buffer inventory means having a certain amount of product ready for shipment at the beginning of each production cycle.