
Key Points
- Process capability analysis is measuring the parts of your process that are in your control.
- It can be a long-term or short-term forecast, depending on the measurement used.
- These metrics readily allow you to meet customer expectations while minimizing defects.
Capability analysis is the comparison of the output of your in-control process with the customer’s expectations, specifications, or requirements. Let’s learn a little more about how to do capability analysis.
Overview: What Is Capability Analysis?
Capability analysis is the quantifiable comparison of the Voice of the Customer (specs, requirements, or expectations of your customer) and the Voice of the Process (control limits). The goal of capability analysis is to come up with a quantifiable measure of how well you are meeting your customer expectations. The comparison is made by using the ratio of the difference between the process specifications to the variation of the process values, as measured by 6 process standard deviations.
There are some different metrics for doing a process capability analysis. One of the most common is the Cpk or Capability Index. Other calculated metrics include; Cp, Pp, and Ppk. The graphic below illustrates the concept of capability analysis and the formulas for the two most common capability metrics.
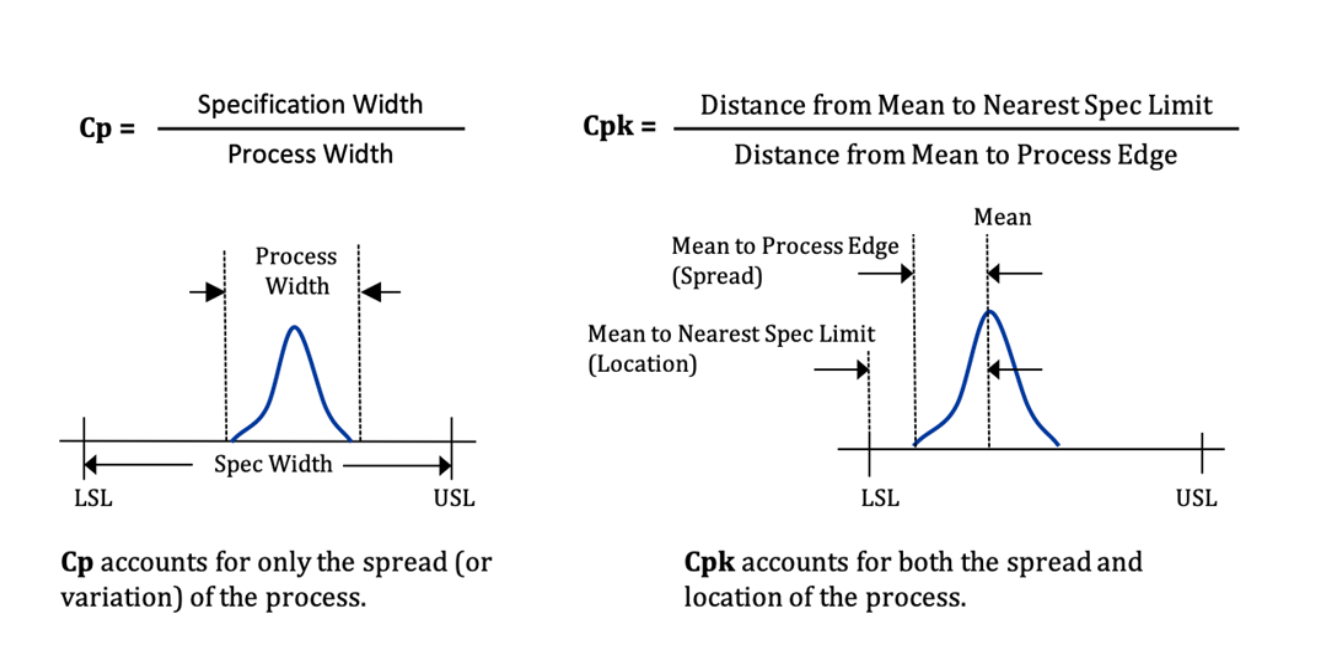
Cp and Cpk are considered the short-term capability of your process. Pp and Ppk can also be used for doing your capability analysis. They are considered to be measures of long-term capability. If you look at the formulas for Cpk and Ppk for an assumed normal distribution, you can see they are nearly identical:
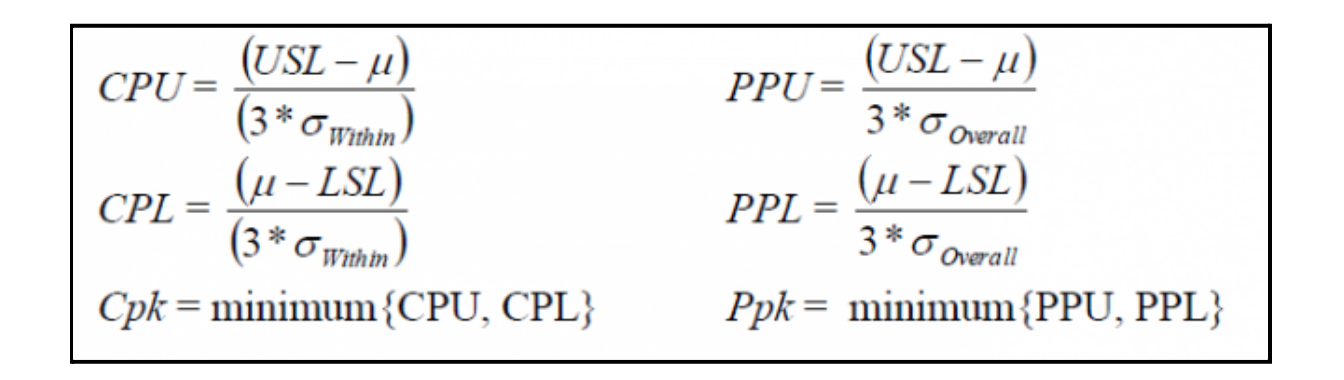
The only difference is in the calculation of the standard deviation in the denominator. Cpk is calculated using the within standard deviation based on your control chart, while Ppk uses the overall standard deviation. Here are a few differences between Cpk and Ppk.
Cpk:
- Only accounts for the variation within the subgroups
- Does not account for the shift and drift between subgroups
- Is sometimes referred to as the potential capability because it represents the potential your process has at producing parts within spec, presuming there is no variation between subgroups (i.e. over time)
Ppk:
- Accounts for the overall variation of all measurements taken
- Theoretically includes both the variation within subgroups and also the shift and drift between them
- The customer is interested in the long-term capability
Forecasting Success
So, why do these metrics matter in the grand scope of production?
3 Benefits of Capability Analysis
Capability analysis allows you to measure how well you are meeting your customers’ expectations, specifications, and requirements.
1. Simple Calculations
The calculations for Pp, Ppk, Cp, and Cpk are simple and often done by your statistical software.
2. Generic Evaluation
Since the capability metrics are a reflection of a specific process’s ability to meet its specs, they can be used to compare disparate functions to determine who is doing better or worse compared to their specific expectations.
3. Can Be Used for Both Continuous Variable and Discrete Attribute Data
Capability analysis can be used for both quantitative as well as qualitative data. While the formulas and analysis are different, the concept is the same.
Why Is Capability Analysis Important to Understand?
Capability analysis is a forward-looking measure of your process and attempts to predict the short and long-term ability of your process to meet your customer specs.
Capability Analysis Is Forward-Looking
Capability analysis uses historical data to predict the future capability of your process. You already know your current capability since you have the historical data and know how well you are currently meeting your customers’ expectations.
Can Be Used to See if There Has Been an Improvement
If you understand the concepts of capability metrics, you can use them to see if you have made improvements in your process relative to customer specs.
Creates Focus
Capability analysis tells you about the dispersion and centering of your process relative to customer specs. This will allow you to focus on either shifting the process center left or right or working to reduce the process variation.
An Industry Example of Capability Analysis
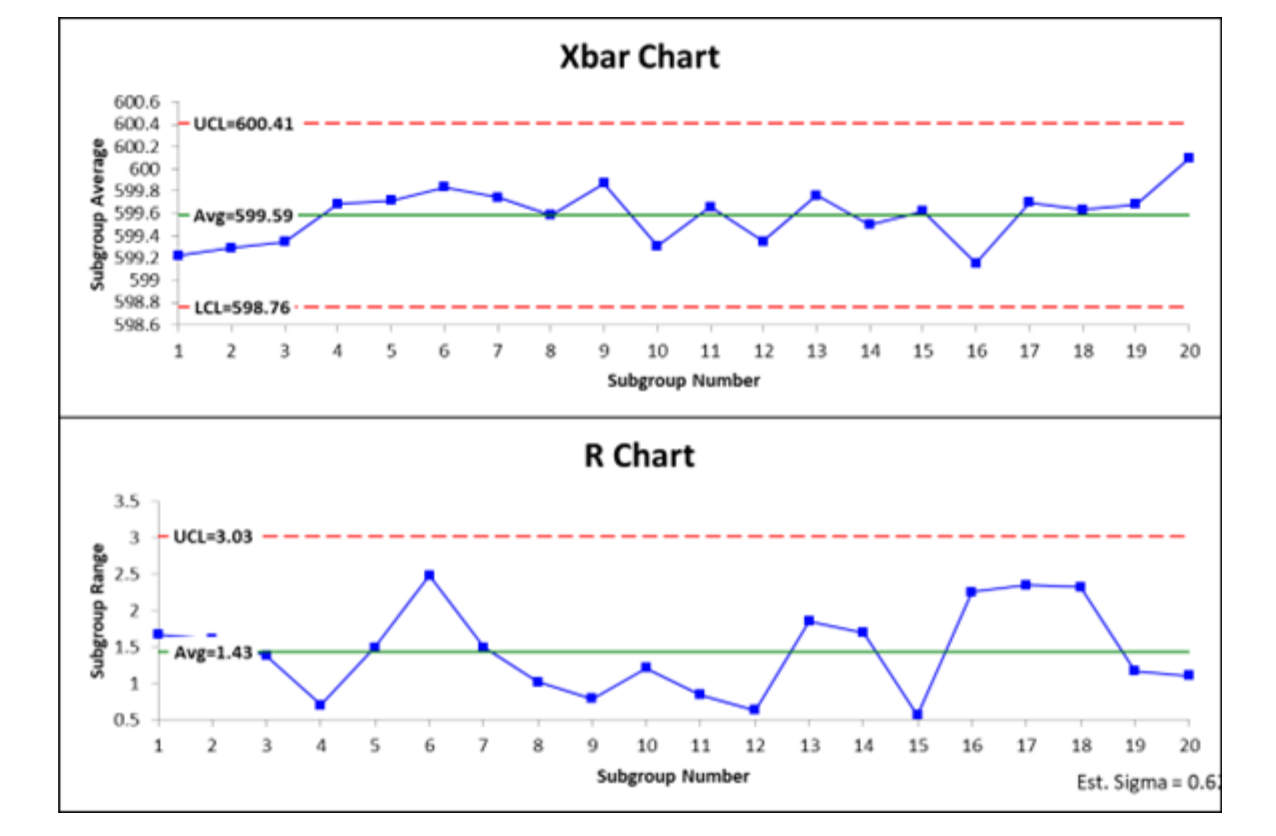
As a result of increased complaints about quality, Jill, the company Black Belt (BB), was reviewing the control charts and process capability of the two main suppliers of laboratory reagents. Below are the control charts monitored by the quality department. As you can see, Supplier A shows their process is in control.
On the other hand, Supplier B is showing considerable special cause variation.
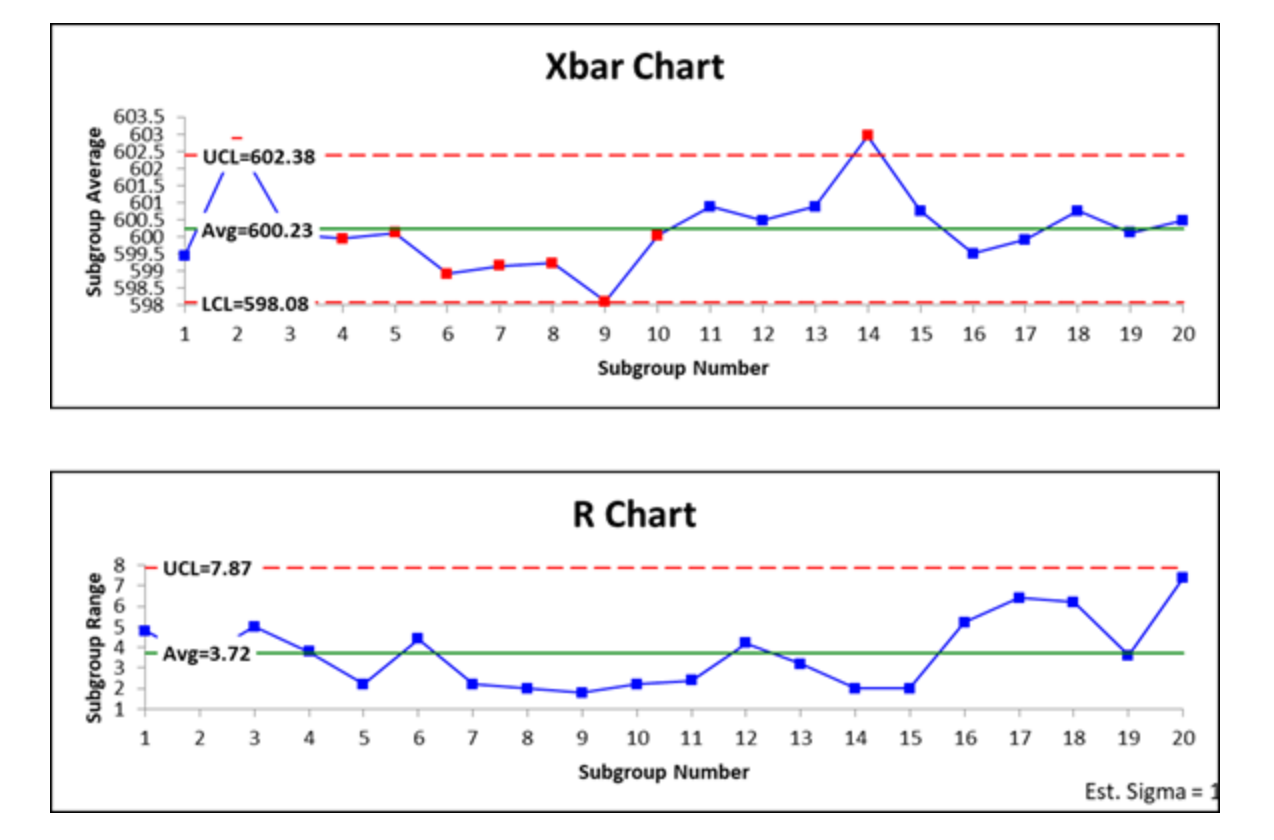
Since Supplier B is not in control, capability analysis can’t be computed. A decision was made to stop ordering from Supplier B until the company can figure out how to stabilize its process. Supplier A’s process was in control and capable so they got the additional business and quality complaints disappeared.
3 best practices when thinking about capability analysis
Here are a few tips for effectively doing your capability analysis.
1. Do a MSA
Given the importance of doing capability analysis, you will want to be confident in the validity of your data. It is recommended you do a Measurement System Analysis (MSA) before doing your capability analysis.
2. Make sure the process is stable
Since capability analysis is forward-looking, you need the process to be in statistical control and only exhibit common cause variation. You will use the appropriate control chart to do that.
3. Can be used for one or two-sided specifications
Your challenge will be to determine which of the capability metrics is best suited for your situation. Should you use short or long-term capability? Do you have a one or two-sided spec? What are your customers’ expected or required levels of capability?
Other Useful Tools and Concepts
Looking for other tools of the trade? You might consider exploring Cpk more in-depth than we’ve touched on in today’s article. While we’ve explored the possibilities, learning how this metric can show what your production is doing is a crucial element in Six Sigma.
Further, you might want to explore the voice of the process and the voice of the customer. Both of these voices are vitally important when considering any project, and learning which to listen to and when is going to result in higher quality across the board.
Conclusion
Process Capability is the future ability of your process to meet your customer specifications. The capability analysis determines how the product specifications compare with the natural variability in a process. The natural variability of the process is the natural variation due to common causes. The other source of process variability is due to special or assignable causes.
The standard deviation that describes the process variation is a critical part of process capability analysis. In general, the standard deviation is not known and must be estimated from the process data. The estimated standard deviation used in process capability calculations may address short‐term or long‐term variability.